
Ferramentas de separação e grooving da série GT
A série GT cobre as geometrias FC, MC, RC, FG, MG, FT, MT, OR e MR. Equipados com suportes completos de ferramentas, eles podem alcançar separação, ranhura, torneamento e usinagem de perfil; e com várias classes, eles podem atender às necessidades de usinagem de materiais, tais como aço, aço inoxidável, ferro fundido e liga de alta temperatura.
 |
 |
 |
 |

- Feature
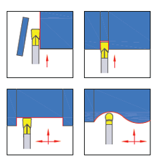
- Application
- Application case
Características da inserção
 |
FT-Low feed-Turning
●design de inclinação de borda, Assegure o afiado da borda de corte; Adequado para processamento de torneamento axial; ●O projeto do braço de take-up e disjuntor de chip pode lidar com a grooving radial, efetivamente control cache de chip e direção de fluxo; ●Design de ângulo grande garante a nitidez da borda de corte |
 |
MT… Alimentação média -Turning
●Design pequeno da largura da borda e da inclinação da borda, garantir a resistência da borda e afiada da borda de corte; Adequado para processamento de giro axial; ●Ângulo de big rake com design de largura de corte, Garantir a resistência da borda e reduzir a força do chip the ●Design de quebra-cabeças Efetivamente control cache de chip |
 |
FC-Low feed-Parting
●Superfície de corte frontal curvada e design de ângulo frontal grande, criar uma borda de corte afiada; ●bolso de chip 3D garante bons efeitos de empacotamento e remoção de chip; ●Design de borda de corte em forma de V, Bom para o curling do chip, adequado para o grooving da alimentação baixa.; |
 |
MC- Parte de alimentação média
●Cara de rake curvada, Ajuste a queda de terra de borda para garantir a nitidez e aumenta a borda de corte fortalecer ao mesmo tempo; ●Borda de corte tipo C, Garantir o afiado da borda de corte, adequado para corte de alimentação média cutting ●Gradiente curled chip break, Fichas de controle firmemente curvadas para helical to |
 |
RC-alta alimentação -Parte
●Chamfer para canto de corte,Melhor a inserção de força de borda e vida útil da ferramenta, a fim de atender o processamento de alta alimentação e interrupção; ●Design de quebra-cabeças, A fim de controlar o cacho compacto para chip espiral; ●Ângulo de big rake com design de largura de corte, Garantir a resistência da borda e reduzir a força do chip the |
 |
FG- Baixa alimentação -grooving
● Defina um bolso de lager no meio da borda de corte, a fim de fazer espaço para liberar chip. no cume da frente termina, ● O cume forma um certo ângulo com a borda de corte, a fim de controlar a direção de descarga do chip. ● O design da largura de corte melhora a resistência de corte. |
 |
MG- Alimentação média -Grooving
●Raquete negativo gradiente curled chip break, Garantir o excelente controle para espiral de chip; ●Chip-breaker design,A fim de controlar o cacho compacto para chip espiral; ●Ângulo de big rake com design de largura de corte nenhum ou pequeno, Garantir a nitidez da borda e reduzir o chip force the |
 |
MR- Alimentação média – Perfil
● O design de borda curva melhora a resistência da borda e aumenta a suavidade de corte; ● O design de braço de corte gradual plano multi-gradual, garantir boa quebra de Chip |
 |
OR-Precision feed – Perfil
● Design de borda afiada para garantir boa qualidade de peça de trabalho de superfície; ● Projeto de dissipador de calor tipo gota de água para aumentar a área de contato do fluido de corte. |
Introdução à categoria
Múltiplas notas de revestimento, cobrindo as necessidades de processamento de materiais como aço, aço inoxidável, ferro fundido e liga de alta temperatura etc.
PVD: GST7135 GAT7125 GST7115
CVD: MG1230 GK1115
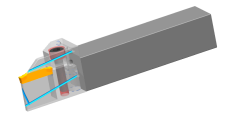
Características do suporte da ferramenta
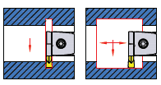
Diagrama de ranhura de posicionamento Limite à esquerda e à direita Restringir a torção esquerda e direita |
●estabilidade:
Com base no posicionamento em forma de V, combinado com o design de seções e plataformas inclinadas em ambas as extremidades, pode efetivamente reduzir a usinagem axial da lâmina, resultando em deslocamento lateral e torção. Além disso, aplicando a distribuição de força, a área de força da lâmina é maior e m ore uniforme, reduzindo o risco de fratura da lâmina e melhorando a estabilidade de usinagem. |

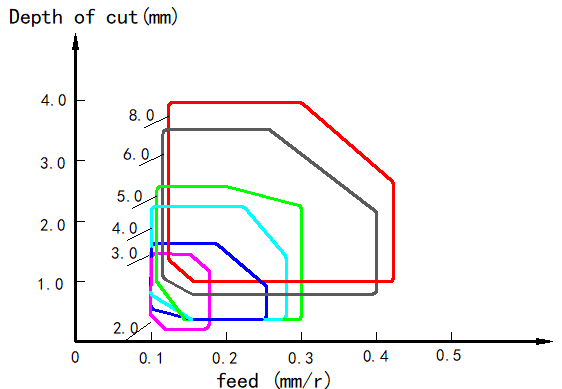
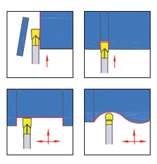
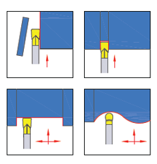
Inserir:
| Geometria | Alimentação radial | Alimentação axial |
| FT |  |
 |
| MT MT BT1 RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT RT |  |
 |
| FC FC | 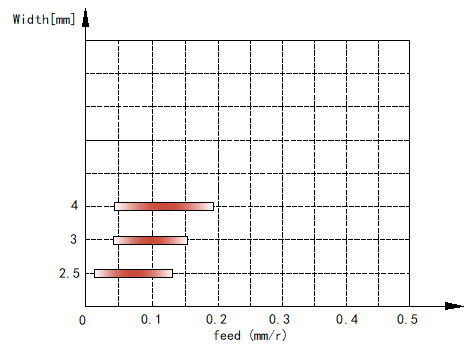 |
|
| MC | 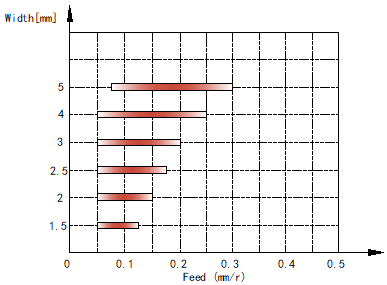 |
|
| RC | 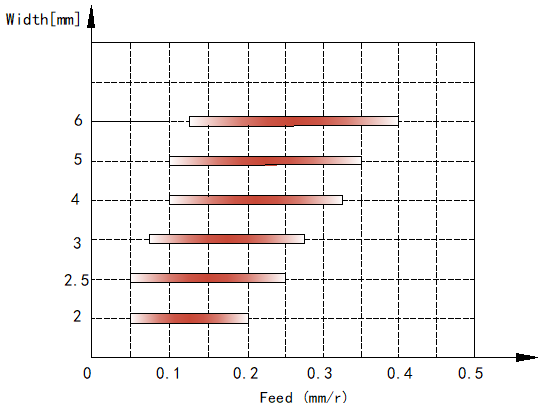 |
|
| FG |  |
 |
| MG |  |
 |
| MR |  |
 |
| OU |  |
 |
Suporte de ferramentas:
Os tipos e especificações do suporte da ferramenta são completos, cobrindo uma ampla gama, e pode atender às necessidades de usinagem círculos externos, buracos internos e rostos finais. Nós podemos fornecer um suporte de ferramenta cilíndrica exterior para uso com uma máquina de caminhada, emparelhado com um novo suporte de ferramenta de torneamento cilíndrico externo internamente refrigerado exterior, para fornecer aos clientes uma melhor experiência de uso de ferramenta.
| Número | Série de suporte de ferramentas | Tipo de processamento | Diagrama | Observações |
| 1 | GTE | Execução |  |
 |
| 2 | GTI | Intervenções |  |
 |
| 3 | GTF | Fase |  |
  |
| 4 | GTP | Fase |  |
  |
| 5 | GTE-S | Execução
(usado para Torno automático de precisão CNC ) |
 |
 |
| 6 | GTE*-C | Execução
(Arrefecimento de precisão) |
 |
 |
Processo de processamento de corte GTD-FT (flange)
| inserção | GTD400F040-FT |
 |
| Grau | GST7115 | |
| Material | INCONEL718 (HB277) | |
| Velocidade | 25m/min | |
| Alimentação | 0,06 mm/r |  |
| Profundidade | 4mm | |
| Refrigeração | Emulsão à base de água | |
| Tipo de usinagem | Grooving externo |
Caso de processamento de corte GTD-MT ( Contrapeso)
| inserção | GTD400F040-MT |  |
| Grau | GST7135 | |
| Material | GCr15 (HRC18-20) | |
| Velocidade | 94m/min | |
| Alimentação | 0,05 mm/r | 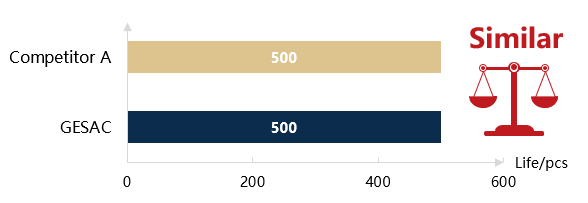 |
| Profundidade | 3.1mm | |
| Refrigeração | Emulsão à base de água | |
| Tipo de usinagem | Facing Turning |
Processo de processamento de corte GTD-FC( Bump)
| inserção | GTD200C020-FC |  |
| Grau | GST7135 | |
| Material | 12 de Dezembro Eu… | |
| Velocidade | 150m/min | |
| Alimentação | 0,02 mm/r | 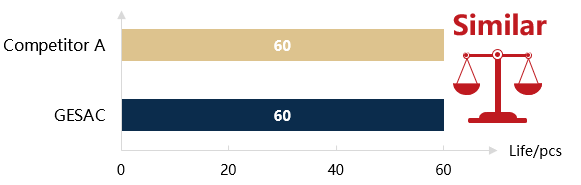 |
| Profundidade | 2mm | |
| Refrigeração | Emulsão à base de água | |
| Tipo de usinagem | Parte |
Processo de processamento de corte GTD-MC ( Fixação)
| inserção | GTD200C020R06-MC |  |
| Grau | GST7135 | |
| Material | Aço 12L14 | |
| Velocidade | 150m/min | |
| Alimentação | 0.12mm/r | 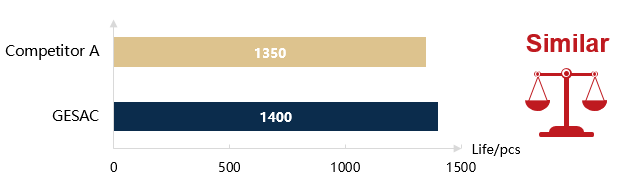 |
| Profundidade | 8mm | |
| Refrigeração | Emulsão à base de água | |
| Tipo de usinagem | Parte |
Processo de processamento de corte GTD-RC( Flange)
| inserção | GTD300E030-RC |  |
| Grau | GST7135 | |
| Material | 40Cr. | |
| Velocidade | 24m/min | |
| Alimentação | 0.12mm/r | 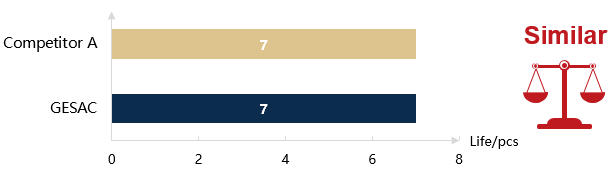 |
| Profundidade | 12mm | |
| Refrigeração | Emulsão à base de água | |
| Tipo de usinagem | Parte |
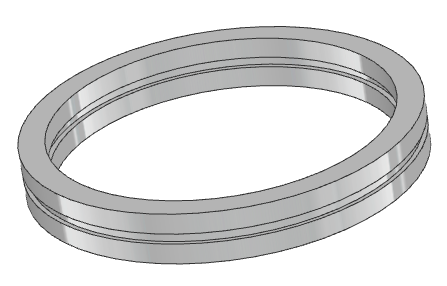
GTD-FG -processo de processamento de corte (protetor de calor)
| inserção | GTD300E040-FG |  |
| Grau | GST7135 | |
| Material | GH4169 (HB≥346) | |
| Velocidade | 39m/min | |
| Alimentação | 0,075 mm/r | 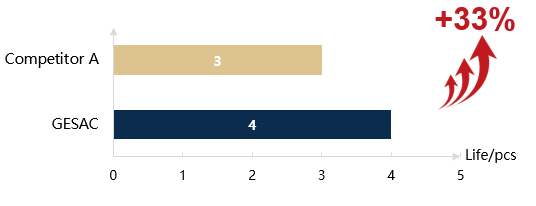 |
| Profundidade | 10mm | |
| Refrigeração | Emulsão à base de água | |
| Tipo de usinagem | Grooving |
Processo de processamento de corte GTD-MG( Barra de válvulas)
| inserção | GTD300E030-MG |  |
| Grau | GST7135 | |
| Material | SCM425H | |
| Velocidade | 88m/min | |
| Alimentação | 0.15mm/r | 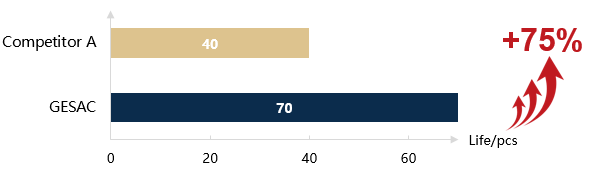 |
| Profundidade | 5.7mm | |
| Refrigeração | Emulsão à base de água | |
| Tipo de usinagem | Grooving e girando |
Processo de processamento GTD-OR-cutting (disco de turbina)
| inserção | GTD400F200-OR |  |
| Grau | GST7115 | |
| Material | GH4097 (HRC38-45) | |
| Velocidade | 32m/min | |
| Alimentação | 0,1 mm/r | 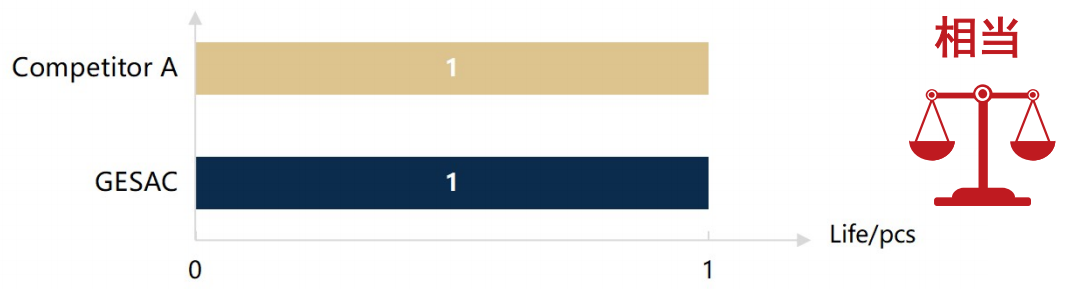 |
| Profundidade | 0,2 mm | |
| Refrigeração | Emulsão à base de água / resfriamento externo | |
| Tipo de usinagem | Perfil de rosto |
Processo de processamento de corte GTD-MR (Pulley)
| inserção | GTD400F200-MR | 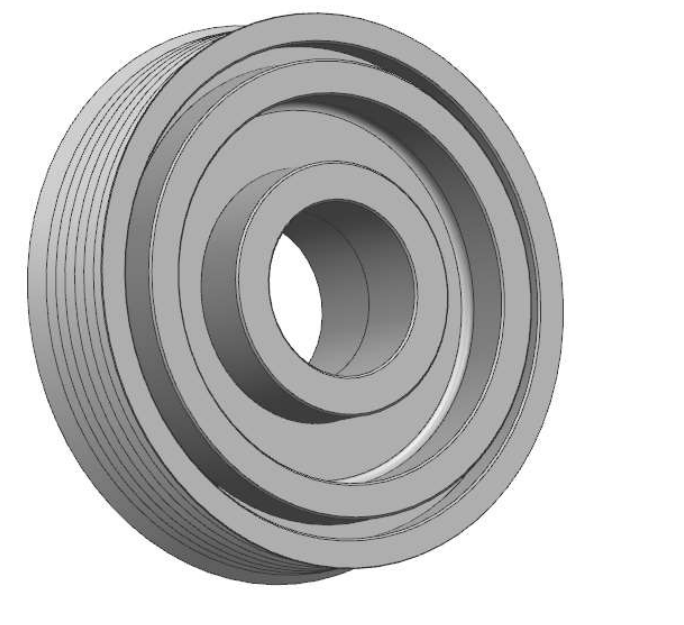 |
| Grau | GK1115 | |
| Material | 10# (HB60-80) | |
| Velocidade | 305m/min | |
| Alimentação | 0.14mm/r |  |
| Profundidade | 17mm | |
| Refrigeração | Emulsão à base de água / resfriamento externo | |
| Tipo de usinagem | Perfil de rosto |